


Vă salutăm să ne contactați, constant nu numai furnizorul dvs. de încredere, ci și partenerul dvs. de afaceri.
 +(86) -133 8863 9264
+(86) -133 8863 9264

May 06,2026
Dacă te-ai uitat vreodată la o pungă de nituri oarbe și m-am întrebat ce înseamnă de fapt acele numere - sau dacă dimensiunea se referă la cap, corp sau cu totul altceva - nu ești singur. Este unul dintre cele mai frecvente puncte de confuzie pentru oricine nou la nituire și chiar și meseriașii cu experiență o amestecă ocazional. Răspunsul scurt este: dimensiunea nitului orb este determinată de diametrul tijei (corpul cilindric), nu de cap. Dimensiunea capului variază în funcție de stilul nitului și nu face parte din desemnarea dimensionării. Acest articol explică exact cum funcționează dimensionarea niturilor oarbe, cum să citiți codurile de dimensiune a niturilor și cum să vă asigurați că alegeți de fiecare dată nitul potrivit pentru aplicația dvs.
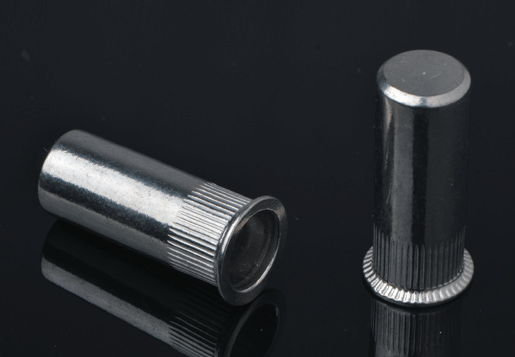
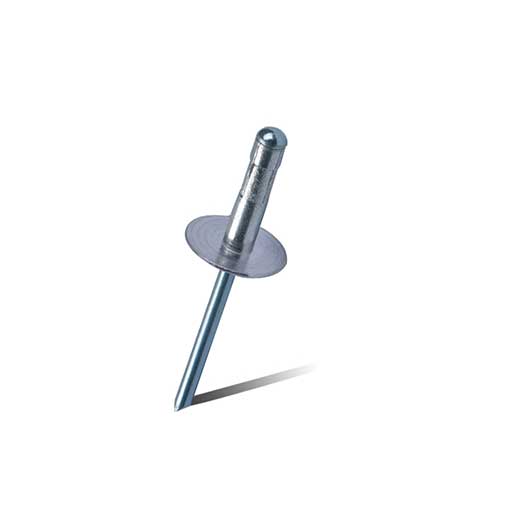
Înainte de a vă scufunda în dimensionare, vă ajută să înțelegeți din ce este făcut fizic un nit orb, deoarece convențiile de denumire urmează direct structura fizică. Un nit orb - numit și nit pop - este format din două componente: corpul nitului și dornul (numit și tijă sau știft).
Corpul nitului are trei secțiuni distincte. Capul este flanșa de la un capăt care se așează pe suprafața exterioară a materialului care se îmbină și distribuie sarcina de prindere. Tija (numită și butoi sau corp) este porțiunea cilindrică care trece prin orificiul pre-forat în materialele care se îmbină. Capătul de coadă este capătul deschis al tijei care se deformează și se extinde pe partea oarbă a îmbinării atunci când dornul este tras, creând capul de blocare care prinde materialele împreună.
Mandrinul este știftul subțire de oțel care trece prin centrul corpului nitului. În timpul instalării, o unealtă de nituri prinde capul dornului și îl trage prin corpul nitului cu forță. Această acțiune extinde capătul de coadă al tijei împotriva părții oarbe a materialului. Odată ce forța de strângere atinge nivelul proiectat, dornul se fixează într-un punct de rupere pre-slăbit, lăsând nitul fixat și ciotul dornului rupt fie reținut în interiorul nitului, fie expulzat, în funcție de designul nitului.
Având în vedere această structură, logica de dimensionare devine clară: tija este piesa care trebuie să se potrivească cu precizie printr-o gaură, deci diametrul tijei este dimensiunea principală. Capul se aseaza la suprafata iar diametrul sau este determinat de stilul capului ales, nu de o variabila de dimensionare. Capul este o caracteristică de design; tija este o dimensiune de montare.
Dimensionarea niturilor oarbe folosește două dimensiuni: diametrul tijei și domeniul de prindere. Împreună, aceste două numere vă spun tot ce trebuie să știți pentru a potrivi un nit la o anumită dimensiune a găurii și grosimea stivei de material. Diametrul capului nu face parte niciodată din desemnarea mărimii - este implicat de stilul capului selectat separat.
Diametrul tijei este diametrul exterior al corpului nitului cilindric. Trebuie să se potrivească cu diametrul găurii găurite prin materialele care se îmbină. Potrivirea trebuie să fie strânsă, dar nu forțată - de obicei, un spațiu liber de 0,1 mm până la 0,2 mm între diametrul tijei și diametrul găurii. Un spațiu prea mare și nitul nu va prinde materialele împreună în mod eficient; prea mic și nitul nu va trece deloc prin gaură.
În sistemul de dimensionare imperial utilizat pe scară largă în Statele Unite și Regatul Unit, diametrele tijei sunt desemnate în 32 de inci. O desemnare a dimensiunii „4” înseamnă 4/32 de inci (0,125 inchi sau 3,175 mm). O dimensiune „5” înseamnă 5/32 de inci (0,156 inchi sau aproximativ 4 mm). Pe piețele metrice, diametrele tijei sunt exprimate direct în milimetri - cele mai comune fiind 3 mm, 4 mm, 4,8 mm, 5 mm și 6 mm.
Gama de prindere este grosimea totală a materialului pe care o anumită lungime de nit o poate prinde împreună. Este exprimat ca minim și maxim - de exemplu, un interval de prindere de la 3 mm la 6 mm înseamnă că nitul va forma o îmbinare adecvată pe stivele de materiale cu grosimea cuprinsă între 3 și 6 mm. Dacă grosimea materialului combinat scade în afara acestui interval, nitul fie nu va reuși să formeze un cap orb adecvat (prea gros), fie dornul se va rupe înainte de a genera o forță de strângere adecvată (prea subțire).
În sistemul de dimensionare imperial, intervalul de prindere este al doilea număr în denumirea de nit cu două numere și este măsurat în 16 inci. O desemnare de „4-6” înseamnă un diametru de tijă de 4/32 inch (1/8 inch) cu o prindere maximă de 6/16 inch (3/8 inch). Aderența minimă pentru majoritatea niturilor standard este de aproximativ 1/16 inch, dacă nu se specifică altfel. În sistemele metrice, specificațiile niturilor sunt de obicei enumerate direct ca un diametru nominal al tijei, urmat de o lungime - de exemplu, 4 × 12 mm - cu intervalul de prindere menționat separat în specificația produsului.
În America de Nord și Marea Britanie, niturile oarbe sunt cel mai frecvent vândute și specificate folosind un cod cu două numere ștampilat pe ambalaj - de exemplu, 44, 46, 64, 68, 810. Înțelegerea modului de decodare vă spune imediat atât diametrul tijei, cât și capacitatea de prindere.
Primul număr este diametrul tijei în 32 de inci. Al doilea număr este aderența maximă în 16 de inch. Iată cele mai frecvent întâlnite dimensiuni standard decodificate:
| Cod mărime | Diametrul tijei (inci) | Diametrul tijei (mm) | Aderență maximă (inci) | Aderență maximă (mm) | Dimensiunea forajului |
| 33 | 3/32" | 2,4 mm | 3/16" | 4,8 mm | Nr. 40 / 2,5 mm |
| 44 | 4/32" (1/8") | 3,2 mm | 4/16" (1/4") | 6,4 mm | Nr. 30 / 3,3 mm |
| 46 | 4/32" (1/8") | 3,2 mm | 6/16" (3/8") | 9,5 mm | Nr. 30 / 3,3 mm |
| 56 | 5/32" | 4,0 mm | 6/16" (3/8") | 9,5 mm | Nr. 21 / 4,1 mm |
| 64 | 6/32" (3/16") | 4,8 mm | 4/16" (1/4") | 6,4 mm | Nr. 11 / 5,0 mm |
| 68 | 6/32" (3/16") | 4,8 mm | 8/16" (1/2") | 12,7 mm | Nr. 11 / 5,0 mm |
| 810 | 8/32" (1/4") | 6,4 mm | 10/16" (5/8") | 15,9 mm | Nr. F / 6,5 mm |
Dimensiunea găurii menționată este dimensiunea recomandată a găurii - nominal cu 0,1 mm până la 0,15 mm mai mare decât diametrul tijei declarat pentru a permite o inserare ușoară fără joc excesiv. Observați că codul mărimii nu vă spune nimic despre cap. Un nit de dimensiunea 46 cu un cap dom și un nit de dimensiunea 46 cu un cap de flanșă mare sunt ambele „46” - stilul capului este o specificație completă separată, ceea ce este cea mai clară demonstrație că diametrul capului nu face parte din sistemul de dimensionare.
Deoarece diametrul capului nu face parte din desemnarea mărimii nitului, merită să înțelegeți ce face de fapt capul și de ce există diferite stiluri de cap - deoarece alegerea stilului de cap greșit pentru o aplicație este o decizie separată și la fel de importantă față de alegerea dimensiunii corecte a tijei.
Capul unui nit orb îndeplinește două funcții: se sprijină pe suprafața exterioară a materialului pentru a distribui sarcina de prindere și oferă aspectul vizual finit pe partea accesibilă a îmbinării. Diametrul capului determină suprafața rulmentului - un cap mai mare distribuie forța de strângere pe o zonă mai largă, reducând solicitarea pe unitatea de suprafață pe materialul de suprafață. Acest lucru contează semnificativ atunci când nituiți materiale moi, subțiri sau casante care se pot crăpa sau deforma sub o sarcină concentrată de la un cap mic.
Capul dom - numit și cap rotund sau cap universal - este stilul standard de cap pentru majoritatea aplicațiilor de uz general. Diametrul capului său este de obicei de 2 până la 2,5 ori diametrul tijei. Pentru un nit cu tijă de 4,8 mm, un cap de cupolă va avea un diametru de aproximativ 9,5 mm până la 12 mm. Oferă un echilibru bun al zonei de rulment, un profil scăzut deasupra suprafeței și un aspect curat. Capul de cupolă este potrivit pentru îmbinările metal-metal, îmbinările din plastic și majoritatea aplicațiilor structurale în care stresul de suprafață nu este o problemă.

Capul cu flanșă mare - numit și cap supradimensionat sau cap de bulb - are un diametru al capului de aproximativ 3 până la 4 ori diametrul tijei, semnificativ mai mare decât un cap de cupolă pe aceeași dimensiune a tijei. Un nit cu flanșă mare cu tijă de 4,8 mm poate avea un diametru al capului de 14 mm până la 16 mm sau mai mult. Această zonă mare de rulment este proiectată special pentru îmbinarea materialelor moi - panouri de spumă, materiale plastice subțiri, fibră de sticlă, compozite din lemn și cauciuc - unde un cap standard de cupolă ar trage prin suprafață sub sarcină. Capul mare de flanșă împrăștie forța de strângere pe o zonă mai largă, prevenind tragerea fără a fi nevoie de o șaibă separată.
Capul înfundat este proiectat să stea la același nivel cu suprafața materialului după instalare. Necesită o gaură înfundată (teșită) găurită la același unghi ca și capul nitului - de obicei, unghiul de 90° sau 120° inclus. Deoarece capul se așează sub sau la nivel cu suprafața, nu oferă o zonă de rezemare proeminentă și nu este potrivit pentru materiale moi sau subțiri unde stresul de suprafață este o problemă. Niturile înfundate sunt folosite pentru suprafețe aerodinamice, pardoseli, panouri decorative și orice aplicație în care este necesară o suprafață netedă, fără agățați. Diametrul capului pe un nit înfundat este în mod obișnuit similar cu sau puțin mai mic decât un cap de cupolă de aceeași dimensiune a tijei, dar dimensiunea relevantă pentru instalare este unghiul de scufundare, nu diametrul capului.
Pe piețele metrice - cea mai mare parte din Europa, Australia și din ce în ce mai multe lanțuri de aprovizionare internaționale - specificațiile niturilor oarbe sunt exprimate direct în milimetri, mai degrabă decât folosind sistemul de cod fracționat. O specificație de nit metrică se citește de obicei ca diametru × lungime — de exemplu, 4 × 10, 4,8 × 12 sau 6 × 16. Diametrul este diametrul tijei în milimetri, iar lungimea este lungimea totală a corpului nitului înainte de instalare, în milimetri.
Gama de prindere este de obicei publicată separat în fișa tehnică a produsului sau tipărită pe ambalaj. Pentru un nit de 4,8 × 12 mm, de exemplu, intervalul de prindere poate fi precizat ca fiind de 3,0 mm până la 6,5 mm, ceea ce înseamnă că grosimea materialului combinat trebuie să se încadreze în acel interval pentru ca nitul să se fixeze corect. Dacă lucrați dintr-o specificație metrică și trebuie să convertiți la un cod de dimensiune imperială pentru a cumpăra de la un furnizor din SUA sau Marea Britanie, următoarele echivalente acoperă cele mai comune dimensiuni:
| Diametrul tijei metric | Echivalent imperial | Cod de mărime imperială (prima cifră) | Burghiu recomandat |
| 2,4 mm | 3/32" | 3 | 2,5 mm / Nr. 40 |
| 3,2 mm | 1/8" | 4 | 3,3 mm / Nr. 30 |
| 4,0 mm | 5/32" | 5 | 4,1 mm / Nr. 21 |
| 4,8 mm | 3/16" | 6 | 5,0 mm / nr. 11 |
| 6,0 mm | 15/64" (închidere) | — | 6,1 mm / Nr. B |
| 6,4 mm | 1/4" | 8 | 6,5 mm / Nr. F |
Cu logica de dimensionare clară, selectarea nitului corect pentru o anumită aplicație este un proces simplu în trei pași. Obținerea corectă a tuturor celor trei pași garantează o îmbinare adecvată; lipsa oricăruia dintre ele duce la o instalare slabă, slabă sau eșuată.
Diametrul găurii este determinat de diametrul tijei nitului, care, la rândul său, ar trebui să fie adaptat cerințelor structurale ale îmbinării. Ca regulă generală, diametrele mai mari ale tijei asigură o rezistență mai mare la forfecare și sunt adecvate pentru sarcini mai grele. Pentru fixarea tablelor ușoare, a materialelor plastice și a ornamentelor, o tijă de 3,2 mm (1/8") este de obicei adecvată. Pentru îmbinările structurale din fabricarea metalelor, construcția de remorci și echipamente grele, tijele de 4,8 mm (3/16") sau 6,4 mm (1/4") sunt mai potrivite. Odată ce diametrul tijei este determinat, găuriți gaura cu 0,1 mm până la 0,15 mm mai mare decât tija pentru a asigura o inserare ușoară.
Măsurați grosimea combinată a tuturor straturilor care se îmbină la locul nitului. Aceasta este prinderea necesară. Selectați un nit al cărui interval de prindere să includă în mod confortabil grosimea măsurată - în mod ideal, măsurarea dvs. se încadrează în treimea mijlocie a intervalului de prindere, mai degrabă decât la minim sau maxim extrem. Dacă stiva dvs. de material are o grosime de 5 mm, un nit cu o gamă de prindere de la 3 mm la 7 mm este o alegere mai bună decât unul cu o dimensiune maximă de 4,5 mm la 6 mm, chiar dacă ambele acoperă tehnic 5 mm.
Cu diametrul tijei și intervalul de prindere determinate, alegeți stilul capului în funcție de materialul care se îmbină și de cerințele de suprafață. Utilizați un cap de cupolă pentru îmbinările standard metal-metal. Utilizați un cap de flanșă mare pentru materiale moi, subțiri sau fragile. Folosiți un cap înfundat acolo unde este necesară o suprafață netedă. Alegerea capului nu schimbă codul de mărime - un cap dom de dimensiunea 46 și un cap cu flanșă mare de dimensiunea 46 sunt ambele „mărimea 46”, instalate în aceeași gaură de 3,3 mm, cu aceeași gamă de prindere. Doar suprafața de sprijin și profilul diferă.
Chiar și cu înțelegerea corectă a modului în care funcționează dimensionarea niturilor, în practică apar în mod repetat câteva greșeli specifice. A fi conștienți de ele previne pierderea elementelor de fixare și îmbinările eșuate.
Materialul niturilor afectează nu doar rezistența, ci și modul în care nitul se deformează în timpul prizei și modul în care se comportă în timpul exploatării. Din perspectiva dimensionării, alegerea materialului poate influența toleranța necesară a găurii și performanța intervalului de prindere la extremele intervalului declarat.






")
")
")

Copyright © Constant Industrial Fasteners Co., Ltd. All Rights Reserved


 Ro
Ro