
 Ro
Ro
Acasă / Ştiri / Elemente de fixare cu auto-strângere: cum funcționează, ce tip de utilizat și cum să le specificați corect



Vă salutăm să ne contactați, constant nu numai furnizorul dvs. de încredere, ci și partenerul dvs. de afaceri.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Apr 01,2026
Elementele de fixare cu auto-strângere sunt componente hardware concepute cu precizie - piulițe, știfturi, distanțe, știfturi și suporturi de prindere pentru cabluri - care sunt instalate permanent în foi de metal subțiri prin strângerea lor într-o gaură pre-perforată folosind o presă de poanson, o presă de arbore sau un instrument de inserare hidraulic. Spre deosebire de elementele de fixare sudate care necesită căldură sau inserțiile lipite cu adeziv care se bazează pe lipire chimică, elementele de fixare cu auto-strângere se ancorează mecanic printr-un proces de formare la rece: inelul de fixare zimțat sau zimțat al elementului de fixare deplasează materialul din foaie într-o canelură special concepută, pe măsură ce se aplică presiune, creând un panou rotit sau împins în spate, care nu poate fi rotit sau împins.
Fizica instalării cu auto-strângere merită înțeleasă deoarece explică de ce cerințele procesului sunt nenegociabile. Când se aplică presiunea de inserare, nicovala de fixare întărită a elementului de fixare intră în orificiul perforat, iar geometria tijei deplasează materialul de tablă mai moale spre exterior și apoi spre interior în canelura de sub decupare de sub inelul de strângere. Acest metal deplasat se blochează mecanic în jurul tăieturii, creând o îmbinare a cărei sarcină de împingere este determinată de rezistența la forfecare a coloanei metalice deplasate. Materialul panoului trebuie să fie mai moale decât materialul de fixare – de obicei de cel puțin Rockwell B 20 – pentru a permite ca această deformare plastică să aibă loc în mod curat, fără să se răstoarne sau să nu umple debitul.
Rezultatul este un element de fixare care devine o parte permanentă a panoului din tablă, la nivel sau ușor mândru de o suprafață, oferind un punct de conectare filetat sau nefiletat de înaltă calitate, care poate fi utilizat cu orice dispozitiv de fixare standard. Tehnologia de auto-strângere a fost dezvoltată și brevetată de Penn Engineering (marca PEM) în anii 1940 și de atunci a devenit o metodă de instalare standard globală pentru ansambluri de tablă în producția de electronice, telecomunicații, auto, aerospațiale și echipamente industriale, zeci de producători producând linii de produse compatibile sub nume de marcă, inclusiv Sherex, Wurth, Optimas și Bollho.
The dispozitiv de fixare cu auto-strângere familia acoperă o gamă largă de tipuri funcționale, fiecare concepută pentru a rezolva o nevoie mecanică specifică a ansamblurilor din tablă. Selectarea tipului corect înainte de a specifica dimensiunea filetului sau materialul economisește o reluare semnificativă și asigură că elementul de fixare instalat își îndeplinește efectiv funcția prevăzută în produsul asamblat.
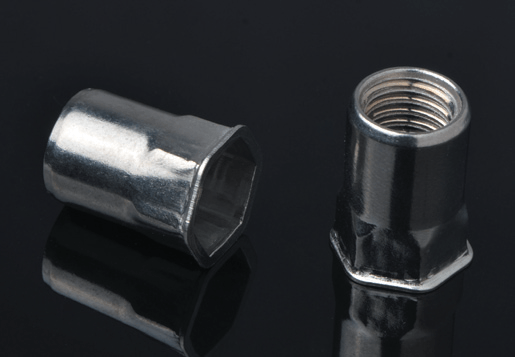
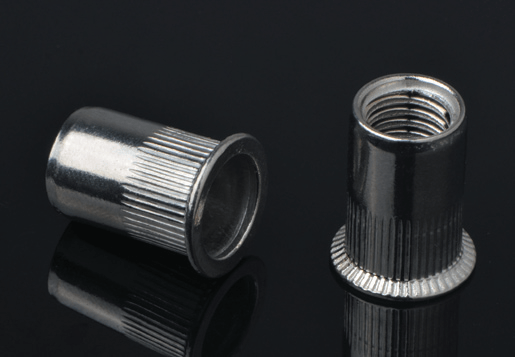
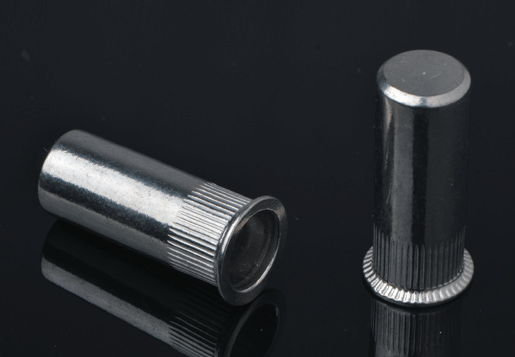
Nucile cu auto-strângere - numite și nuci clinch sau nuci PEM - sunt cele mai utilizate pe scară largă. Se instalează într-un panou dintr-o parte și oferă un orificiu filetat pentru un șurub de împerechere sau un șurub mecanic din ambele părți. Piulița instalată prezintă o suprafață curată, netedă sau ușor înălțată, care este pe deplin compatibilă cu șuruburile cu filet standard metric și unificat. Piulițele de fixare sunt disponibile în pas standard de filet, filet fin și filete metrice ISO de la M2 la M12, acoperind întreaga gamă de dimensiuni de elemente de fixare utilizate în carcasele, consolele și panourile structurale din tablă. Ele sunt folosite oriunde tablă subțire nu oferă o grosime suficientă a materialului pentru un filet filetat fiabil, ceea ce înseamnă, în practică, orice tablă de oțel sub 3 mm și orice tablă de aluminiu sub 5 mm.
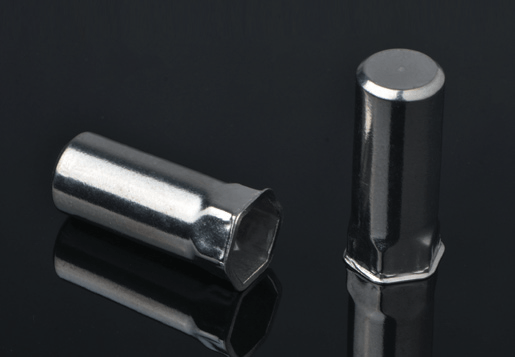
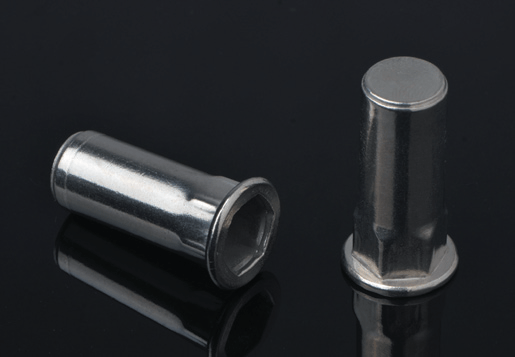
Știfturile cu auto-strângere se instalează permanent într-un panou cu un știft filetat care iese din fața de instalare, oferind un stâlp filetat fix care acceptă o piuliță pe cealaltă parte. Elimină necesitatea de a menține un șurub staționar în timp ce strângeți o piuliță pe fața opusă - știftul este fixat pe panou și nu se poate roti, astfel încât asamblarea necesită doar o piuliță și o cheie pe o parte. Șuruburile de fixare sunt utilizate pentru montarea componentelor în carcasele electronice, pentru atașarea panourilor la cadrele șasiului și pentru orice ansamblu în care este necesar un filet extern permanent într-o locație în care partea din spate a panoului este inaccesibilă în timpul asamblării finale. Sunt disponibile în variante de filet complet și parțial și în lungimi de la 4 mm la 50 mm pentru cele mai comune dimensiuni de filet.
Distanțierele cu auto-strângere sunt distanțiere cilindrice, filetate sau nefiletate, care se instalează permanent într-un panou și asigură o separare definită, fixă între panou și oa doua componentă - de obicei o placă de circuit imprimat, o placă de acoperire sau un panou de șasiu stivuit. Ele sunt esențiale în asamblarea electronicelor pentru montarea PCB-ului, unde menținerea unui spațiu precis și consistent între placă și șasiu metalic previne scurtcircuitele, permite fluxul de aer pentru răcire și oferă suportul structural care previne îndoirea PCB-ului în timpul asamblării și vibrațiile în funcționare. Dispozitivele de fixare sunt disponibile atât în configurații tată (filet exterior) cât și femela (filet intern), permițând atașarea celei de-a doua componente fie cu o piuliță, fie cu un șurub, în funcție de cerințele de acces la asamblare.
Dincolo de tipurile de piulițe de miez, știfturi și distanțări, familia de auto-strângere include plăci de piulițe plutitoare (care permit o mișcare laterală limitată pentru a se potrivi dezalinierea găurii în timpul asamblarii), știfturi de blocare pentru aplicații de aliniere și pivotare, suporturi în unghi drept pentru montarea componentelor perpendicular pe planul panoului, suporturi de prindere pentru cabluri, inclusiv fixare permanentă a panoului și accesorii cu șuruburi cu fixare automată și șuruburi. elemente de fixare sfert de tura pentru aplicații cu panouri detașabile. Fiecare tip de specialitate rezolvă o provocare specifică de asamblare, cu același beneficiu fundamental ca și tipurile de bază — instalare permanentă, de înaltă rezistență, în tablă subțire doar dintr-o singură parte, fără sudură, fără adeziv și fără finisare post-instalare.
Cerința fundamentală pentru o instalare cu auto-strângere cu succes este ca elementul de fixare să fie semnificativ mai dur decât materialul din tabla de bază. Acțiunea de strângere depinde în întregime de materialul din tablă care curge plastic în canelura de decupare a elementului de fixare - dacă materialul din tablă este prea greu de deformat, procesul de instalare zdrobește sau fracturează panoul din jurul găurii, mai degrabă decât să producă o blocare mecanică curată. Cele mai multe specificații necesită ca elementul de fixare să fie cu cel puțin Rockwell B 20 mai dur decât tabla, ceea ce, în practică, limitează materialele de tablă compatibile la oțel moale (până la aproximativ HRB 80), aliaje de aluminiu și table pe bază de cupru.
Auto-strângerea în oțel călit, tablă de oțel inoxidabil peste seria 300 sau alte metale dure fie nu este posibilă, fie produce instalații cu performanțe dramatic reduse în comparație cu valorile nominale. Pentru aplicațiile care necesită elemente de fixare în materiale de tablă mai dure, trebuie utilizate tehnologii alternative - piulițe de sudură, piulițe cu nituri oarbe sau inserții lipite cu adeziv. Aceasta este una dintre cele mai frecvente erori de specificații întâlnite atunci când inginerii adoptă pentru prima dată elementele de fixare cu auto-strângere: aplicarea acestora pe carcasele din oțel inoxidabil fără a verifica duritatea foii în raport cu cerințele de duritate a elementelor de fixare.
| Material Foaie | Duritate tipică | Materiale de fixare compatibile | Auto-strângerea potrivită? |
|---|---|---|---|
| Oțel moale/cu conținut scăzut de carbon (CR, HR) | HRB 40–80 | Oțel carbon, oțel inoxidabil | Da, ideal |
| Aliaj de aluminiu (1xxx, 3xxx, 5xxx, 6061) | HRB 25–65 | Oțel carbon, oțel inoxidabil, aluminum (special) | Da — cu gradul corect de fixare |
| Tabla de cupru/alama | HRB 30–70 | Oțel inoxidabil, oțel | Da — cu diferență de duritate adecvată |
| Oțel inoxidabil austenitic (304, 316) | HRB 75–95 | Numai oțel călit | Marginal - verifica duritatea; luați în considerare alternative |
| Oțel întărit / de înaltă rezistență | HRC 25 | Nici unul practic | Nu — utilizați piulițe sudate sau piulițe cu nituri oarbe |
Pentru ansamblurile din tablă de aluminiu, elementele de fixare standard din oțel cu auto-strângere se instalează corect și asigură sarcini mari de tragere, deoarece diferența de duritate dintre elementele de fixare din oțel întărit și aliajele moi de aluminiu este mai mult decât adecvată. Întrebarea de compatibilitate galvanică este separată de întrebarea de compatibilitate de instalare - o piuliță de fixare din oțel instalată într-un panou de aluminiu va ține fiabil, dar poate provoca coroziune galvanică la interfață în medii de service umede sau umede. Pentru panourile din aluminiu în medii corozive, specificați elemente de fixare cu auto-strângere din oțel inoxidabil sau elemente de fixare din aluminiu cu auto-strângere, acolo unde sunt disponibile, și verificați dacă produsele specifice nutului din aluminiu concepute pentru instalarea din aluminiu (care folosesc un corp de fixare mai moale pentru a menține diferența de duritate) sunt utilizate pentru clasa de aliaj de tablă specificată.

Fiecare dispozitiv de fixare cu auto-strângere are o grosime minimă a foii sub care acțiunea de strângere nu poate produce o blocare mecanică fiabilă și o grosime recomandată a foii la care performanța este optimizată. Aceste limite nu sunt linii directoare - instalarea unui dispozitiv de fixare cu auto-strângere într-o foaie mai subțire decât minimul său va produce o instalare care arată completă, dar are o capacitate de încărcare de extragere și de împingere redusă dramatic, eșuând de obicei la o fracțiune din performanța nominală.
Grosimea minimă a tablei pentru piulițele auto-strânse din oțel este de obicei de 0,5–0,8 mm pentru dimensiunile filetului M2–M3, crescând la 1,2–1,6 mm pentru dimensiunile M6–M8. Grosimea minimă este determinată de volumul de material care trebuie să curgă plastic în canelura de decupare pentru a atinge sarcina nominală de extragere - o foaie prea subțire și pur și simplu nu există suficient material pentru a umple în mod adecvat decupajul. De asemenea, este specificată grosimea maximă a tablei, deasupra căreia corpul de fixare nu iese suficient de departe prin tablă pentru a angaja corect nicovala de fixare. Conceptul gamei de prindere de la piulițele cu nituri oarbe are un echivalent în auto-strângere: fiecare produs este proiectat pentru o fereastră cu grosime definită a panoului, iar rămânerea în fereastra respectivă este esențială pentru performanță.
Elementele de fixare cu auto-strângere necesită o gaură curată, rotundă, cu un diametru precis - diametrul găurii de instalare este mai strâns ca toleranță decât toleranța tipică de găurire, de obicei specificată la ± 0,05 mm sau mai bună. Găurile perforate sunt foarte preferate față de găurile forate pentru instalațiile de auto-strângere de producție, deoarece perforarea produce o gaură curată, dimensionată cu precizie, în mod constant la rate de producție ridicate, fără bavuri pe partea de intrare a poansonului (partea de care se fixează dispozitivul de fixare) atunci când jocul poansonului și matriței este reglat corect. Găurile forate pot fi folosite pentru prototipuri și lucrări de volum redus, dar necesită debavurare pe ambele fețe și un control atent al diametrului pentru a se asigura că se încadrează în fereastra de toleranță strânsă pe care o necesită dispozitivul de fixare. Găurile tăiate cu laser sunt din ce în ce mai frecvente și produc o precizie excelentă a diametrului, dar pot avea o zonă ușor afectată de căldură la marginea tăiată care reduce ductilitatea materialului la peretele găurii - verificați cu testarea instalării înainte de a vă angaja la găurile tăiate cu laser pentru aplicații de auto-strângere în producție.
Elementele de fixare cu auto-strângere sunt instalate folosind o nicovală de instalare plată, netedă - fie într-o presă de banc, presă cu arbore, presă cu cadru C sau presa de poanson de producție - care aplică o forță de strângere perpendiculară pe suprafața panoului. Navala intră în contact cu capul de fixare în timp ce panoul se sprijină pe o suprafață de sprijin plană, cu tija dispozitivului de fixare ieșind prin orificiul pregătit. Pe măsură ce presa se închide, dispozitivul de fixare este introdus în foaie, iar inelul de strângere deformează materialul din foaie în canelura de decupare într-o singură cursă lină.
Forța de instalare necesară depinde de tipul dispozitivului de fixare, dimensiunea filetului, materialul tablei și grosimea tablei. Forțele tipice de instalare variază de la aproximativ 1 kN pentru piulițe mici M2 din aluminiu subțire până la 40–60 kN pentru știfturi mari M10–M12 din tablă de oțel. Aceste forțe se încadrează bine în capacitatea preselor standard cu arbore de banc pentru dimensiuni mici, dar dimensiunile mai mari necesită o presă hidraulică sau un cadru C calificat corespunzător. Instalarea trebuie efectuată cu nicovala și suprafața de sprijin paralele - orice abatere unghiulară face ca elementul de fixare să se instaleze într-o înclinare, aliniind greșit axa filetului și reducând rezistența la smulgere.
În fabricarea de tablă de volum mare - producția de rack pentru servere, producția de componente ale caroseriei auto și fabricarea de carcase electronice - elementele de fixare cu auto-strângere sunt instalate automat utilizând mașini dedicate de alimentare și inserare sau module de inserție integrate în sculele de presare cu poanson. Mașinile automate de inserare folosesc alimentatoare cu bol sau ambalaje cu bandă și bobină pentru a orienta și a alimenta elementele de fixare individuale către capul de inserție la viteze de sute de piese pe minut, cu sisteme de monitorizare a viziunii sau a forței pentru a detecta elementele de fixare greșite sau lipsă și pentru a respinge panourile cu defecte de instalare înainte de a continua în procesul de asamblare. Unii producători de prese de perforare oferă scule de inserție cu auto-strângere care instalează elemente de fixare în aceeași cursă de presare ca și operația de perforare, eliminând complet o etapă de inserare separată și obținând zero timp de ciclu suplimentar pentru instalarea elementelor de fixare.
Pentru mediile de producție flexibile care manipulează mai multe tipuri de produse, sistemele de instalare robotizate cu auto-strângere care utilizează roboți colaborativi (coboți) echipați cu efecte terminale de inserție sunt în creștere. Aceste sisteme pot fi programate pentru diferite tipuri de elemente de fixare și dispoziții de panouri fără instrumente dure dedicate, oferind consistența instalării echipamentelor automate cu flexibilitatea operațiunii manuale - o combinație convingătoare pentru producătorii de tablă contractuală care se ocupă de lucrări cu amestec mare, de volum mediu.
Performanța dispozitivului de fixare cu auto-strângere este caracterizată de trei valori de sarcină care definesc împreună rezistența elementului de fixare la forțele pe care le va experimenta în funcționare. Înțelegerea semnificației fiecărei valori și a relației acesteia cu condițiile de încărcare ale aplicației este esențială pentru a verifica dacă un dispozitiv de fixare cu auto-strângere este adecvat pentru proiectarea îmbinării.
Aceste valori nominale sunt specificate de producători la o forță de instalare definită pe un material de tablă și grosime specificate. Instalarea la forța de instalare mai mică decât cea specificată - din cauza unei prese cu putere redusă sau a unui operator care oprește cursa mai devreme - produce elemente de fixare instalate cu performanțe reale semnificativ mai mici decât valorile nominale publicate. Acesta este motivul pentru care monitorizarea forței pe echipamentele de inserție automată nu este un lux, ci o cerință de calitate pentru orice aplicație în care încărcarea îmbinării se apropie de o fracțiune semnificativă din valorile de performanță publicate.
Elementele de fixare cu auto-strângere concurează cu piulițele de sudură și piulițele cu nituri oarbe în multe aplicații din tablă, iar alegerea corectă depinde de combinația specifică de material din tablă, grosime, volumul producției, cerințele de finisare a suprafeței și constrângerile de acces la asamblare. Nicio tehnologie nu este universal superioară - fiecare câștigă în contexte specifice.
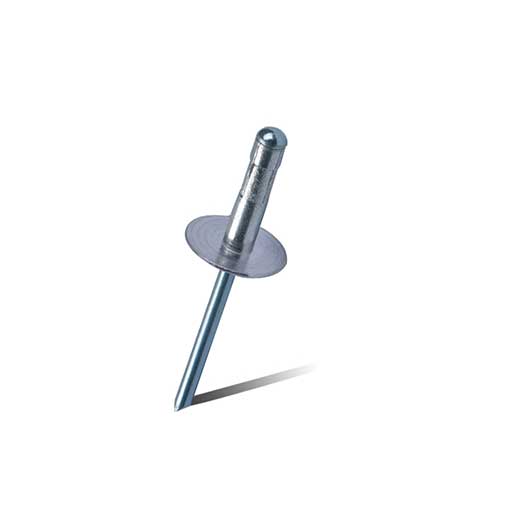
Piulițele de sudură oferă cea mai mare rezistență a îmbinării și nu sunt afectate de duritatea foii, dar necesită acces la sudare de pe una sau ambele părți, introduc căldură care poate distorsiona panourile subțiri și poate deteriora acoperirile din apropiere, necesită curățare după sudare și adesea refinisarea zonei de sudură și adaugă costul operațiunilor de sudare calificate. Sunt alegerea corectă pentru aplicațiile din oțel structural gros, în care cerințele de rezistență a îmbinărilor depășesc ceea ce pot oferi elementele de fixare prin presare și pentru materialele în care auto-strângerea nu este fezabilă. Piulițele cu nituri oarbe pot fi instalate doar cu acces pe o singură parte folosind unelte manuale simple sau pneumatice fără presă, făcându-le mai versatile pentru instalații pe teren și aplicații de modernizare, dar se bazează pe o unealtă de setare separată și lasă o flanșă exterioară care iese din fața panoului - mai puțin curată decât o instalare cu auto-strângere la nivel.
Elementele de fixare cu autoclinare câștigă atunci când volumul de producție justifică sculele de presare, când finisarea suprafeței panoului trebuie menținută pe ambele fețe (fără stropi de sudură, fără flanșă exterioară), când materialul din tablă este suficient de moale pentru a permite strângerea și când instalarea poate fi efectuată înainte ca panoul să fie acoperit sau asamblat. Acestea produc o instalare mai curată, mai profesională decât piulițele la niveluri de sarcină echivalente în tablă de oțel și aluminiu, iar absența oricărui filet separat de cuplare a sculei înseamnă că nu există nicio deteriorare a dornului de gestionat și nicio limitare a adâncimii filetului de la instrumentul de reglare. Pentru producția de carcase din tablă de volum mare - șasiu de server, dulapuri electrice, suporturi pentru automobile și carcase pentru echipamente medicale - elementele de fixare cu auto-strângere instalate de echipamente automate reprezintă de obicei cel mai mic cost total pe îmbinare odată ce volumul justifică investiția în scule.
Comandarea elementelor de fixare cu auto-strângere fără o specificație completă este o cale fiabilă pentru a primi un produs greșit - combinația de tip de dispozitiv de fixare, dimensiunea filetului, grosimea foii și opțiunile de material disponibile în gama unui singur producător ajunge la sute de numere de piese individuale, iar descrierile de catalog care par similare pot diferi în detalii dimensionale critice. O specificație completă include toți următorii parametri.






")
")
")

Copyright © Constant Industrial Fasteners Co., Ltd. All Rights Reserved
